Fondée en 1992 avec un capital social de 5,2 millions de dollars américains par des entreprises australiennes à propriétaire unique, et possède une zone d'usine de 72 000 mètres carrés.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
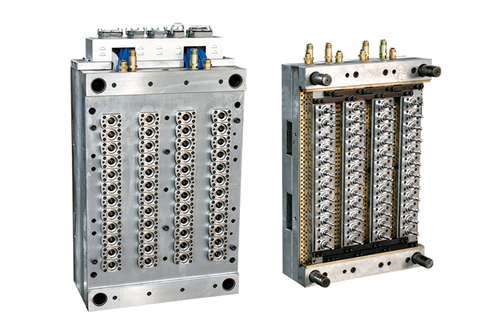
法语 Les produits fabriqués par des machines de moulage par soufflage creux nécessitent une épaisseur de paroi uniforme. Habituellement, le récipient creux inférieur à 0,2 L peut être dépourvu du dispositif de contrôle de l'épaisseur de la paroi de la paraison. Dans d'autres cas, l'utilisation du dispositif de contrôle d'épaisseur de paroi de paraison doit être envisagée, en particulier pour les produits moulés creux à sections complexes. À l'heure actuelle, le contrôle de l'épaisseur de paroi est généralement obtenu en modifiant l'espace de la lèvre de la matrice entre le couvercle de la matrice et le noyau de la matrice. Selon la forme du couvre-culasse et du noyau, la méthode de réglage de l'écartement des lèvres est également différente. Le mouvement de haut en bas du noyau du moule est généralement entraîné par un vérin hydraulique.
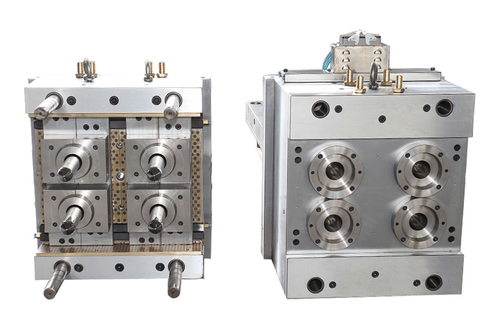
Quand le creux machine de moulage par soufflage traite des récipients creux en plastique de formes simples, il peut être réalisé par un système hydraulique de type interrupteur. La vanne d'inversion électro-hydraulique n'accepte que les signaux de mise sous tension ou hors tension pour faire monter ou descendre le vérin hydraulique. La distance parcourue par le vérin hydraulique (c'est-à-dire le changement d'ouverture de la matrice) est définie par les écrous de limite supérieure et inférieure, et la vitesse du vérin hydraulique est définie par La fonction d'étranglement de la vanne de débit est définie, et le signal électrique de la vanne d'inversion électro-hydraulique est commandé par un relais temporisé. Cette méthode de contrôle est simple et peu coûteuse, mais la loi de variation d'épaisseur de paroi est simple, il n'y a que deux variations d'épaisseur de paroi et elle ne peut être utilisée que pour des récipients creux aux formes simples.