Fondée en 1992 avec un capital social de 5,2 millions de dollars américains par des entreprises australiennes à propriétaire unique, et possède une zone d'usine de 72 000 mètres carrés.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语
Quatre raisons pour un rétrécissement inégal :
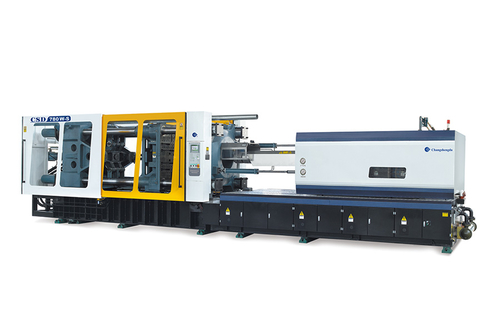
1. Les différentes températures de fusion : la machine de moulage par injection une température de fusion élevée entraînera un retrait plus important.
2. Différentes vitesses de refroidissement (matériaux cristallins) :
Le taux de retrait du refroidissement par fusion rapide est inférieur à celui du refroidissement par fusion lente (Cause : les molécules avec un taux de refroidissement lent ont plus de temps pour refroidir, donc sa quantité de retrait est importante)
3. La direction d'écoulement différente de la matière fondue (matériau amorphe): en bref, la force interne de traction est grande le long de la direction d'écoulement, donc la quantité de retrait est grande.
Pendant le processus de remplissage, les plastiques provoquent l'alignement des chaînes moléculaires en raison de l'alignement du flux.
Les chaînes polymères à aligner sont soumises à différentes conditions d'étirement dans le sens d'écoulement et le sens d'écoulement vertical, et le comportement de retrait est également différent. C'est ce qu'on appelle le retrait directionnel.
En général, le taux de retrait dans le sens d'écoulement est supérieur au taux de retrait d'écoulement vertical.
C'est parce que la direction d'écoulement de la chaîne polymère plastique est étirée plus sérieusement, et la tendance à restaurer l'état non étiré est plus grande.
Le retrait différentiel causé par l'alignement du flux provoque souvent un gauchissement de la pièce en plastique.
Par conséquent, si l'alignement moléculaire peut être rompu, cela contribuera à l'uniformité du retrait et réduira le gauchissement causé par le retrait de direction.
4. Différentes tailles : la partie de plus grande taille aura un plus grand rétrécissement.3