Fondée en 1992 avec un capital social de 5,2 millions de dollars américains par des entreprises australiennes à propriétaire unique, et possède une zone d'usine de 72 000 mètres carrés.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
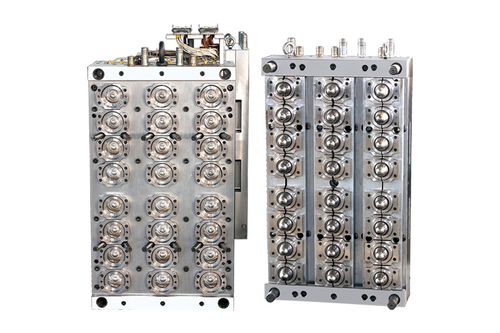
法语Moule à fourche pliante à 12 cavités pour canaux chauds
La part de marché de machine de moulage par injection les bouchons de bouteilles se développent progressivement, et avec la demande croissante d'apparence des clients, l'effet des bouchons de bouteilles ne se reflète pas seulement dans l'étanchéité, mais ils accordent de plus en plus d'attention à l'apparence du produit, comme la forme, la beauté, la finition, etc. Ensuite, cela aura forcément un impact sur la technologie de production des capsules de bouteilles. Si l'efficacité de la production est améliorée tout en garantissant la qualité, cela devient un problème technique dans la production de moules pour capsules de bouteilles. La machine d'aspiration aspire les matériaux mélangés dans le baril de la machine de moulage par injection, chauffe le baril à un état fondu et plastifié, l'injecte dans la cavité du moule, refroidit et façonne dans la cavité, la démoule, puis coupe l'anneau pour ajouter un tampon.
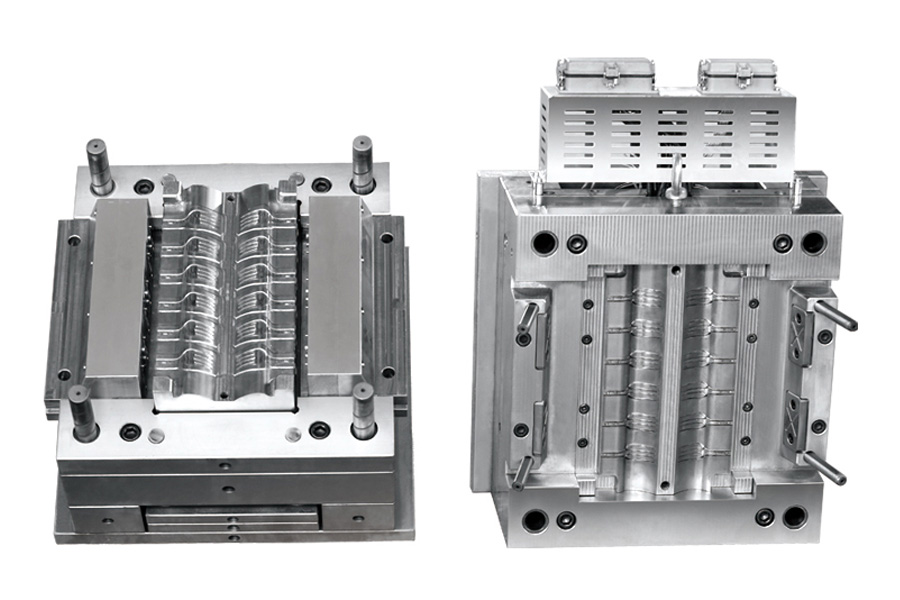
Une fois la production de moulage par injection terminée, voici le processus de production du couvercle de moulage par injection. Ensuite, le refroidissement et le durcissement sont devenus une partie importante de la durée de moulage des produits d'injection. Le circuit d'eau de refroidissement est une partie importante du moule. La qualité des bouchons et la vitesse sont principalement déterminées par l'eau de refroidissement. Dans la fabrication de moules traditionnels, le canal d'eau de refroidissement est généralement traité par CNC, et le canal d'eau de refroidissement ne peut être traité que par la méthode de forage de la fraiseuse pour générer le réseau de canaux d'eau interne, et la direction d'écoulement du canal d'eau est ajustée par le construit- dans le bouchon d'eau et le bouchon externe. De cette façon, le placement de la voie navigable a de grandes limites.
La voie d'eau ne peut être qu'un trou droit cylindrique, qui ne peut pas être tourné autour de la cavité interne du moule. Lorsque vous rencontrez des produits moulés aux formes complexes, la voie d'eau traditionnelle ne peut pas être proche de la surface des pièces moulées par injection, la puissance de refroidissement est faible et le refroidissement est irrégulier, ce qui entraîne un long cycle de moulage par injection et une grande quantité de déformation du produit. Au début de la production de bouchons en plastique et de bouchons à griffes tels que les boissons, la voie navigable traditionnelle pouvait encore être utilisée, mais à mesure que l'emballage du produit devenait plus complexe, la forme du bouchon de la bouteille devenait de plus en plus unique et la forme était inégale. , aboutissant à la voie navigable traditionnelle. L'effet de refroidissement est étiré.