Fondée en 1992 avec un capital social de 5,2 millions de dollars américains par des entreprises australiennes à propriétaire unique, et possède une zone d'usine de 72 000 mètres carrés.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语 Dans le processus de moule en plastique moulage par injection, le contrôle de la température est extrêmement important, cela affectera non seulement la qualité du produit mais affectera également son cycle de moulage. Différents plastiques ont une fluidité différente, de sorte que leur contrôle de la température est également différent. Les plastiques ayant une bonne fluidité sont généralement contrôlés à environ 60°C ; les plastiques peu fluides sont généralement contrôlés entre 80°C et 120°C. De plus, le processus de refroidissement des plastiques cristallins et des plastiques non cristallins est différent, ce qui doit être noté dans le processus de moulage par injection.
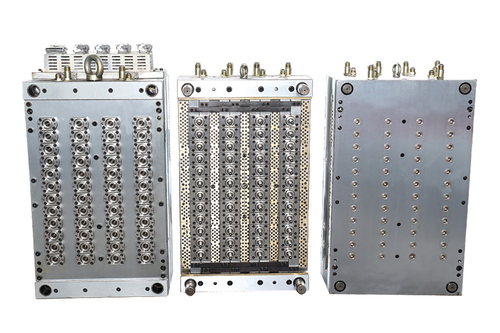
Moule de produits médicaux à canaux chauds à 72 cavités

Moule de produits médicaux à canaux chauds à 72 cavités
Pendant le processus de moulage par injection de moules en plastique, si la température est trop élevée, cela affectera le taux de retrait irrégulier du moulage, entraînant une déformation du produit moulé. si la température est trop basse, cela réduira sa fluidité, entraînant des défauts ou des lignes d'écoulement sur la surface après moulage. Si la température du moule est inégale, la température après durcissement sera également inégale, ce qui provoquera des contraintes, déformera et fissurera le produit moulé. Par conséquent, le contrôle de la température a une grande influence sur le taux de retrait, la stabilité et la qualité du produit. Nous devons porter une attention particulière à l'injection de moules plastiques.