Fondée en 1992 avec un capital social de 5,2 millions de dollars américains par des entreprises australiennes à propriétaire unique, et possède une zone d'usine de 72 000 mètres carrés.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
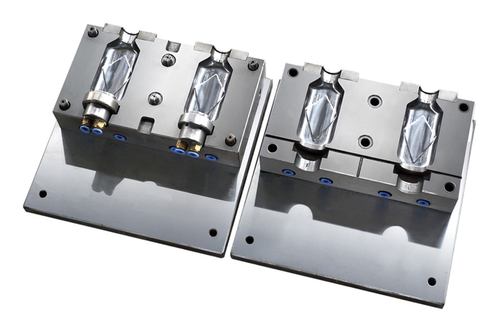
法语 Les récipients creux en plastique sont largement utilisés dans les industries des boissons, de la médecine, des cosmétiques, de l'alimentation et des produits chimiques en raison de leur poids léger, de leur prix bas et de leur sécurité élevée. Ils incitent davantage de fabricants à choisir des contenants en plastique plutôt que des contenants en verre.
Les équipements, les moules et les matières premières de l'industrie plastique d'aujourd'hui sont tous déployés devant nous, de nouvelles technologies et de nouvelles applications émergent les unes après les autres, et le domaine du moulage creux en plastique est également fructueux. Avec la flambée des prix mondiaux du pétrole, le prix des matières premières plastiques est également élevé, et le développement de produits alternatifs à faible consommation d'énergie et à faible teneur en matières premières est également l'une des tendances du marché.
Le processus de soufflage de la machine de soufflage de bouteilles est divisé en deux parties.
Préchauffer
La préforme (préforme) est irradiée par une lampe infrarouge à haute température pour chauffer et ramollir la partie du corps de la préforme. Afin de conserver la forme de l'embouchure de la bouteille, l'embouchure de la préforme n'a pas besoin d'être chauffée, donc un certain dispositif de refroidissement est nécessaire pour la refroidir. .
Soufflage
Dans cette étape, la préforme préchauffée est placée dans le moule de soufflage qui a été achevé et l'intérieur est gonflé à haute pression. Soufflez et tirez la préforme (embryon) dans la bouteille requise.
La machine de soufflage de bouteilles automatique combine les deux opérations de soufflage de bouteilles grâce au fonctionnement du manipulateur, éliminant ainsi le besoin d'un processus manuel de mise de la préforme préchauffée dans le moule de soufflage. Accélérer considérablement le taux de production.
Le flux de processus de la machine de soufflage de bouteilles
Le processus de moulage par soufflage de la machine de soufflage de bouteilles est un processus d'étirage bidirectionnel. Dans ce processus, les chaînes PET sont allongées, orientées et disposées dans deux directions, augmentant ainsi les propriétés mécaniques de la paroi de la bouteille et améliorant la résistance à la traction, à la traction et aux chocs. Et a une très bonne étanchéité à l'air. Bien que l'étirement aide à augmenter la force, il ne doit pas être trop étiré. Le rapport étirement-gonflage doit être contrôlé : la direction radiale ne doit pas dépasser 3,5 à 4,2 fois, et la direction axiale ne doit pas dépasser 2,8 à 3,1 fois. L'épaisseur de paroi de la préforme ne doit pas dépasser 4,3 mm.
Le soufflage des bouteilles est réalisé entre la température de transition vitreuse et la température de cristallisation, généralement contrôlée entre 90 et 110 degrés. Dans cet intervalle, le PET se comporte dans un état hautement élastique et devient une bouteille transparente après un soufflage rapide, un refroidissement et une prise.
Dans le processus de soufflage, il y a : étirage-soufflage une fois-soufflage deux fois. Les trois actions sont très courtes, mais elles doivent être bien coordonnées, en particulier les deux premières étapes déterminent la répartition globale de la matière et la qualité de la bouteille soufflée. Par conséquent, il est nécessaire de régler les paramètres : heure de début d'étirement, vitesse d'étirement, heure de début et de fin de pré-soufflage, pression de pré-soufflage, débit de pré-soufflage, etc. Si possible, il est préférable de contrôler la répartition globale de la température de la préforme. Le gradient de température des parois interne et externe de la préforme.
Dans le processus de moulage par soufflage et de refroidissement rapides, une contrainte induite est générée dans la paroi de la bouteille. Pour les bouteilles de boissons remplies de gaz, il peut résister à la pression interne, ce qui est bien, mais pour les bouteilles remplies à chaud, il est nécessaire de s'assurer qu'il est complètement libéré au-dessus de la température de transition vitreuse.